
現段階で一応出力ができるようになりましたが、その出力結果は決して満足できるものではありません。
3Dプリンターの組立に於いて、調整作業が本当の山場と云われるように、この作業の如何でプリンタの性能が決まります。
しかし、この作業は終わりがなく忍耐が必要です。
時には、調整する前より精度が悪くなくこともあります。
それでも、上手く行けば、市販の完成品に劣らない性能を発揮することができるのも事実です。
調整作業には、本体の機構面での調整と、制御データ(G-code)生成面での調整があります。
今回は機構面での調整を行います。
調整の前に、ヒーテッドベッドにカプトンテープを貼ります。
それは、出力途中で製品がヒーテッドベッドから剥がれたことがあったからです。
公式マニュアルでは、このような場合、カプトンテープを張ると改善するとありましたので、これを実施します。

確かに製品がピッタリとベッドに吸い付くようになりました。
カプトンテープの効果は高いようです。
既に前回までに次の調整を行いましたが、再度これらの点検します。
これらの他に、以下の位置決め機構のスケール調整を行う必要があります。
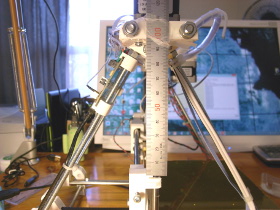
まずはZ軸です。
ツールからコマンドでZ軸を0mm位置に移動します。
G1 Z0 F200
フレームの上部に定規を貼り付けます。

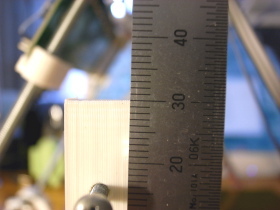
G1 Z30 F200 (現在位置が0の場合)
今回は指定通り移動したようです。
Z軸は長ネジ方式なので、このネジの精度と同じになります。ネジの精度は高いので調整することはあまりないでしょう。
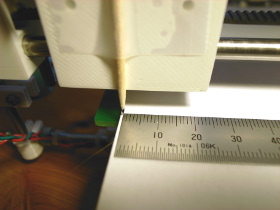
ツールからコマンドでX軸をベッドの端の当たりに移動します。
G1 X5 F400
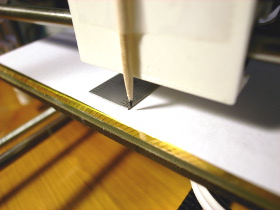
ヒーテッドベッドに定規を乗せ、ホットエンドの台座に先を黒く塗った爪楊枝を貼り付け、定規の直ぐ上を指すようにします。
G1 X135 F400
今回も指定通り移動したので、調整は不要でした。
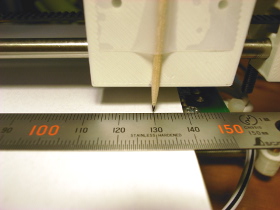
ツールからコマンドでY軸をベッドの端の当たりに移動します。
G1 Y35 F400
爪楊枝の先に定規を移動します。
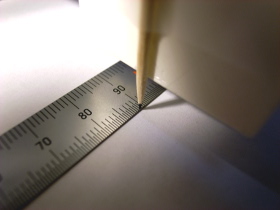
G1 Y125 F400
今回は指定した位置より短くなっていたので、ファームウェアのパラメータを調整します。
エクストルーダの調整と同様にM92のYパラメータを修正します。
修正値=現在の値 * 90mm / 測定した長さ(mm)
コマンドでこの修正値を設定し、EEPROMに保存します。
M92 Y<修正値>
M500

特に以後調整が不要な部分と、振動が大きい部分を固定します。