
スライサー(Slic3r)の調整実験で得られた結果を現象別にまとめてみました。
■上部の形が崩れてしまう。
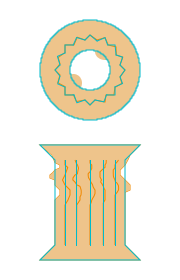
材料を押し付ける力が強いため、熱の蓄積で温度が高くなってしまった上部がホットエンドの動きに引きずられ変形した。
◎積層ピッチ(Layer height)を広くする。
◎移動速度(Speed Travel)を遅くする。
◎扇風機などで出力した造形物を強制冷却する。
○フィラメントの直径(Filament Diameter)またはフィラメント送出量乗数(Filament Etrusion multiplier)を小さくする。
○ノズル温度(Temperature-Extruder)を下げる。
■ひげができる。
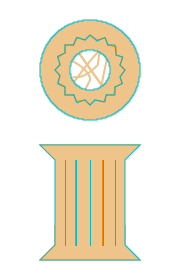
下の層との密着が弱く、はがれてしまう。
◎積層ピッチ(Layer height)を狭くする。
○ノズル径(Nozzle diameter)を小さくする。
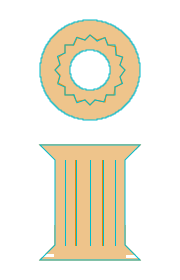
■痩せる。
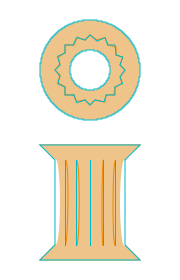
材料の供給量が不足している。
◎フィラメントの直径(Filament Diameter)またはフィラメント送出量乗数(Filament Etrusion multiplier)を大きくする。
○ノズル径(Nozzle diameter)を大きくする。
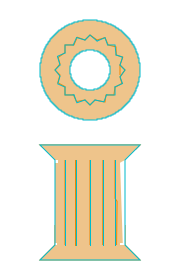
■太り、細かな形状がつぶれる。
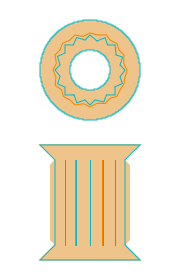
材料の供給量が過剰、あるいは材料を押し付ける力が強いため、材料を押し広げている。
◎フィラメントの直径(Filament Diameter)またはフィラメント送出量乗数(Filament Etrusion multiplier)を小さくする。
○積層ピッチ(Layer height)を広くする。
○ノズル径(Nozzle diameter)を小さくする。
■欠ける。
エクストルーダの押し出し量に対応した量の材料がノズルから出ていない為、材料の供給が途中で終わってしまう。あるいは、押し出し開始時点から遅れて材料が出てくる。
◎ノズル径(Nozzle diameter)を小さくする。
■1層目と2層目の間に隙間ができる。
Z軸の0点が高い。
◎Z軸のマイクロスイッチの位置を調整する。
◎Z軸のオフセット(Nozzle diameter)を小さく(マイナス値)する。
ありがとうございます。
当方、Rostock Miniを作成しております。
------------------