
前回、「サポート材あり」での出力を試してみました。
その結果、サポート材を取り除くには大変な手間と時間が掛かることが分かりました。
それでは横穴のような本来サポート材を付加しなければならない場合に、サポート材を使わないで出力するとどのようになるのでしょうか。
試してみました。
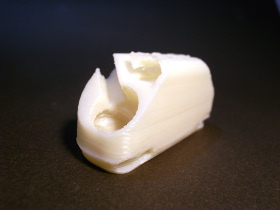
予想に反し、一見した限りでは、不具合はなさそうです。
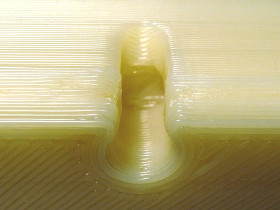

これらの観察から分かることを整理してみると。
逆に短ければ、自重に耐えることができます。
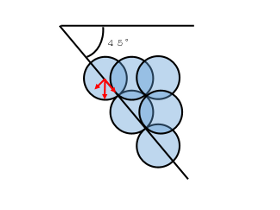
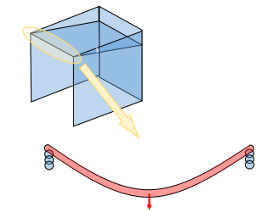
逆に平行でなけれは、穴のの天井を形成する層は傾いている方向に面の端が少しずつずれる形で形成されるので、各層のフィラメントが複数のロープを貼り合わせたように上空を渡るようになります。(左図)
したがって、上の層と下の層の結合点において、自重やノズルの圧力により剥がれる方向に力が掛かってしまいます。
こうなると結合している下の層のフィラメントが冷えて硬化する前に、上の層からの力がかかると支えきれなくなります。
剥離を防ぐ為には上記の設計上の注意点の他に、3Dプリンタの設定に関して以下の注意が必要です。
熱溶解積層法プリンタでは下の層に上の層の材料を接着することで造形します。
積層ピッチを小さくすると、層の厚さを薄くするために、より強い力でノズルを下の層に押し付けます。
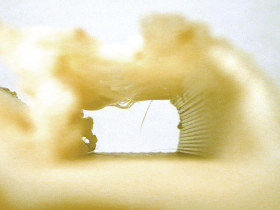
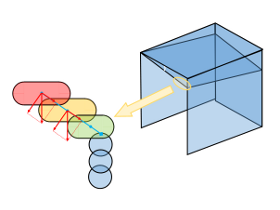
空中を渡る層を形成する場合、天井面の最下層はそれを支える層が存在しないため、その上の層を押し付けるとき、圧力が大きすぎると下の層ごと周辺の部分から剥離させてしまいます。
横穴の天井のように空中を渡る層を形成する場合、天井面の最下層はそれを支える層が存在しないため、出力される材料は自重で崩落しないぐらいの強度とノズル速度に耐えうる粘度が必要です。
また、その上の層からの圧力を支える為、上の層が出力される段階で、下の層が十分に硬化している必要があります。
その為にはなるべく出力される材料の温度を低くする必要があります。
上記ノズル温度と同様に、上の層が出力される前に、下の層の材料を冷やして硬化させる必要があります。
その為に、造形物に冷風を当てて強制冷却することで剥離を防ぐことができる場合があります。
(ネット上で公開されている3Dプリンタ出力中の様子を写した写真で、扇風機を造形物に当てているものがありますが、この効果を狙っているためだと思われます。)
以上の点に注意すれば、サポート材を使用しないで出力できることが意外に多いことがわかりました。