
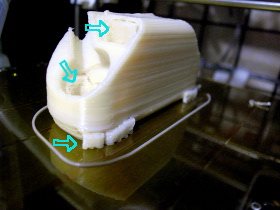
熱溶解積層法プリンタは溶かした材料を下から順に重ねていく方式です。 したがって、空中で浮遊している物はもちろん、飛び出した部分は溶けた材料では支えきれず崩れてしまいます。 これを支えるために...
>> 本文を読む
熱溶解積層法プリンタは溶かした材料を下から順に重ねていく方式です。 したがって、空中で浮遊している物はもちろん、飛び出した部分は溶けた材料では支えきれず崩れてしまいます。 これを支えるために...

コンタクトレンズ洗浄液(メニコン プロージェント)のホルダーを作るため、久々に3Dプリンタを動かしました。 ところが、白のフィラメントを使ったのにも係わらず、造形物がクリーム色に変色しています。...
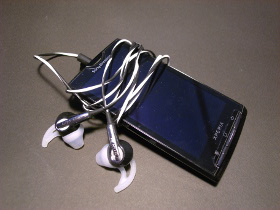
半年ほど前に携帯電話の通話スピーカーが故障してしまいました。 自分で修理することを考えたのですが、デジカメの修理で失敗した苦い経験があり、高密度の電子機器の修理に腰が引けてしまいます。 ただ...
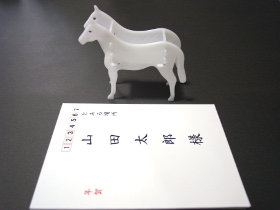
年も押し迫ってくると、頭を悩ませるイベントの一つに年賀状作りがあります。 私は字が下手なこともあり、筆不精なので、この毎年の行事はあまり好きではありません。 以前は下手な版画を...

前回、ヒーテッドベッドのガタを改善中に冷却ファンを破損しましたが、取り敢えず瞬間接着剤で修理してみました。 しばらくは、元通りに回るようになりましたが、そのうち接着した羽根が取れてしまいました。...